
Cleanliness is an essential yet often overlooked aspect of high-tech semiconductor manufacturing. Even microscopic defects introduced by particles or residues can degrade performance and reduce the yields of semiconductor chips. ASML, as the leading manufacturer of photolithography systems for chip patterning, recognizes the extreme cleanliness demands of this nanoscale fabrication process.
To enable robust quality control aligned with application requirements, ASML institutes a rational cleanliness grading system classifying components and surfaces into two main grades: 2 and 4. This post comprehensively explains the key specifications, verification methods, and rationale behind ASML’s rigorous but well-calibrated cleanliness grades.
A deep understanding of the contamination limits and metrology techniques for grade 2 and grade 4 delivers valuable insight into achieving and guaranteeing cleanliness for state-of-the-art semiconductor manufacturing.
Photolithography Process and Cleanliness Needs
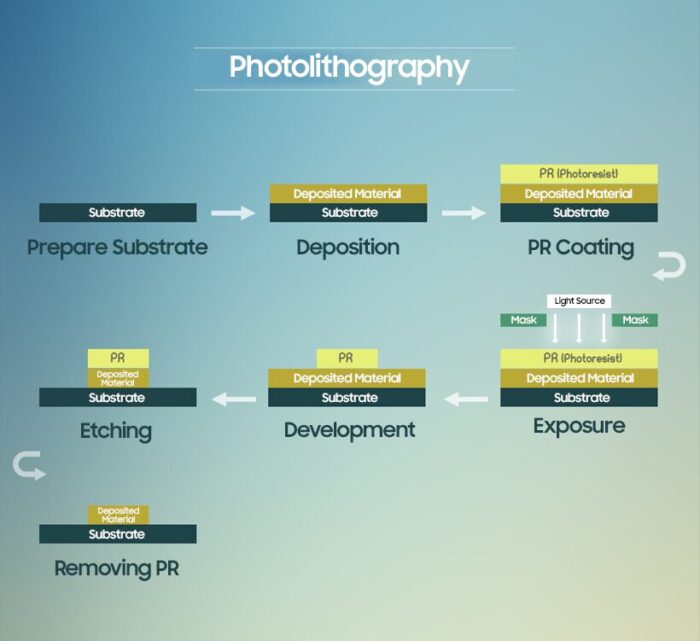
Photolithography is the critical process of imaging circuit patterns onto semiconductor wafers to form integrated circuits. Ultraviolet light is projected through a photomask to expose the required patterns onto photosensitive chemicals on the wafer surface. The smallest features that can be resolved determine transistor gate lengths and interconnect widths, increasing the pace for chip performance and density.
Modern lithography demands nanometer-scale accuracy where defects as small as tens of nanometers can destroy device functionality and yield. Contaminants introduced during manufacturing, handling, and use of photolithography systems directly translate to lower chip yields.
Airborne particles, material residues, traces of cleaning agents, skin oils, plasticizers, and other microscopic films introduce random defects in the imaging process. Furthermore, the complex optics and highly dynamic mechanical assemblies within lithography tools are extremely prone to contamination generation and accumulation without extensive mitigation.
As the dominant manufacturer of the most advanced photolithography scanners, ASML keenly recognizes that extensive contamination control is imperative throughout the entire tool assembly process and operating lifetime. Any contamination reduces tool availability and lithographic yields at chip makers or degrades sophisticated internal optics and systems.
This necessitates a practical grading system that links cleanliness levels to sensitivity while enabling robust compliance verification. ASML’s rigorous but well-differentiated cleanliness grades establish rational surface cleanliness requirements balanced against manufacturability and inspection costs.
Overview of ASML’s Cleanliness Grades

ASML’s cleanliness grading system establishes two main surface cleanliness grades: 2 and 4. Grade 2 represents an extremely clean status with stringent contamination limits necessary for the most sensitive applications. These include exposed optics, critical electronic assemblies, and precision mechanical components where even nanoscale residues could degrade performance. In contrast, grade 4 denotes a generally clean condition with relaxed but tight contaminant levels suitable for less critical but still conditions with relaxed but tight contaminant levels suitable for less critical but still essential uses.
For both grades, requirements exist for maximum allowable levels of particles, fibers, inorganic process residues, and organic films/stains. These are further grouped into three contaminant categories:
- Category 1: Inorganic particulate residues from manufacturing processes
- Category 2: Loose inorganic particles and fibers
- Category 3: Organic surface stains and films
The cleanliness specifications become progressively more restrictive from grade 4 to grade 2. However, this differential aligns stringency to application requirements, maximizing value without over-specifying quality. By considering contamination sensitivity, appropriate grades are rationally assigned to components.
This avoids imposing blanket ultra-clean specifications that unnecessarily inflate manufacturing and verification costs. The grading system also provides suppliers with a clear calibration scale to demonstrate and validate application cleanliness capabilities. Overall, ASML’s structured methodology links cleanliness exceptionally well to function.
Grade 2 Cleanliness Specifications

Grade 2 represents the pinnacle of ASML’s cleanliness standards, requiring utmost diligence in manufacturing, handling, and verification to achieve and maintain. It applies exclusively to components where even nanoscale residues, such as EUV lithography mirrors, lens elements, and critical actuators, could significantly degrade performance.
For category 1 and 2 inorganic contaminants, grade 2 permits just ≤ 2 total particles and fibers per square decimeter by visual inspection, or ≤ 4 under automated UV-A illumination. To grasp how low these limits are, ISO 14644-1 class 1 cleanrooms only require ≤ 10 particles ≥ 0.1 μm per cubic meter. Thus, grade 2’s surface density limits are over 100 times more stringent than class 1.
Furthermore, no detectable organic films or stains (category 3) can be present on grade 2 surfaces. A single fingerprint or strip of tape residue could potentially ruin laser optics or lithography lens image quality. Removing all possible organic surface films and residues necessitates exhaustive contamination control and cleaning procedures.
Compared to industry cleanroom particle standards, ASML’s grade 2 specifications are remarkably restrictive for all contaminant categories. However, the challenges in consistently detecting and reaching grade 2 cleanliness levels are formidable. Contamination sources must be eliminated through stringent processes and environmental controls. Metrology capabilities must also advance to enable sensitive quantitative verification down to single nanometer-scale defects. The specifications truly demand perfection, but enable dramatic improvements in semiconductor manufacturing performance and yields.
Verifying Grade 2 Cleanliness

Given the stringent grade 2 specifications, verification metrology is vital for confirming requirements are met and maintained over time. While initial visual inspection under bright field illumination can reveal gross contamination, final validation relies on advanced, automated quantitative methods with traceable, repeatable results.
Primary verification utilizes UV fluorescence at critical wavelengths around 365 nm. Most contaminants reliably fluoresce under UV-A, with well-characterized intensity signatures. Automated scanning tools then count, map, and classify sub-micron particles and surface films down to single-digit defects per square decimeter. Witness wafers and coupons allow ongoing re-verification that grade 2 cleanliness is sustained, not just immediately after cleaning.
By linking emerging inspection capabilities to rigorous yet rational cleanliness specifications, ASML allows suppliers to conclusively demonstrate outstanding grade 2 conformance while minimizing subjective assessments. Quantitative pass/fail criteria also facilitate process control monitoring and improvement. When matched with robust contamination elimination, ASML’s protocols allow verifying that previously unattainable cleanliness can be consistently achieved.
Grade 4 Cleanliness Specifications
In contrast to grade 2, grade 4 represents an achievable cleanliness baseline still providing tight control for less contamination-sensitive applications. Relevant components include wafer clamping systems, load ports, robot arms, and chamber structures. While rigorous cleanliness is still imperative for performance and reliability, tolerance is higher than for delicate optics and electronics demanding grade 2 status.
For category 1 and 2 defects, grade 4 permits ≤ 4 inorganic particles and fibers per square decimeter by visual inspection, or ≤ 8 under automated UV-A scanning. For category 3 organic films, the total detectable stain area can be up to 8 square centimeters per square meter, with each individual stain ≤ 3 square centimeters.
These relaxed yet stringent limits make grade 4 cleanliness more attainable but still critical for functionality. Contamination control efforts and cleaning costs are right-sized based on application risk and sensitivity. However, discipline is required to consistently meet specifications and avoid cleaning rework.
By aligning cleanliness requirements to contamination tolerance, grade 4 specifications avoid over-specifying quality while enabling high manufacturing yields. Suppliers can leverage established techniques to achieve conformance at reasonable costs.
Verifying Grade 4 Cleanliness

Since specifications are relaxed versus grade 2, grade 4 verification utilizes less extensive methods while still upholding rigor and objectivity. Initial visual inspection under bright white light is simple and fast for identifying gross particulate and film contamination. Sampling with automated UV-A fluorescence then quantifies residues down to the established size and area limits.
Total inspection time with UV-A scanning can also be minimized given the higher limits. Witness samples from the manufacturing environment allow periodically verifying that cleanliness is sustained. Keeping verification efforts proportional to specifications helps prevent wasteful over-inspection.
ASML aligns grade 4 methodology with specifications achievable using well-understood techniques, so suppliers can readily prove cleanliness for relevant applications. The streamlined approach provides confirmation without excessive overhead.
Contamination Control Framework

Achieving either cleanliness grade also requires extensive contamination control procedures during manufacturing, cleaning, assembly, handling, and use. While requirements are more stringent for grade 2, both levels demand contaminant reduction and prevention.
Manufacturing areas should utilize high-filtration air handling, sticky mats, gowning, surface treatments, and automation to minimize particles and residues. Where feasible, grade 2 assembly occurs in cleanrooms rated at ISO class 4 or better with operators in coveralls, hoods, gloves, and masks. Grade 4 assembly requires at minimum ISO class 7 environments with appropriate garments.
Packaging and transport methods also protect cleanliness. Containers employ verified cleanroom materials minimizing particle and molecular shedding. Multiple sealing layers defend against contamination ingress.
While validation inspection confirms initial cleanliness, sustained contamination control is essential throughout the component and system lifetime. ASML’s protocols span the entire manufacturing chain to achieve cleanliness.
Grading System Alignment to Requirements
ASML’s cleanliness grading system elegantly aligns cleanliness with application needs in semiconductor manufacturing. Grade 2 specifications demand near perfection for the most sensitive systems through stringent contaminant limits and rigorous verification. Grade 4 provides efficient cleanliness where tolerance is less critical.
The differential grades avoid over-engineering by targeting only the cleanliness realistically needed for functionality and reliability. As semiconductor technology progresses, even more, exacting nano-scale standards will arise. But ASML’s framework allows ratcheting up requirements rationally through value-added specifications.
Overall, the grading system brilliantly relates cleanliness to contamination risk. By linking grades to sensitivity, ASML enables suitably high yet achievable standards. Suppliers also gain a transparent scale to identify, and close cleanliness gaps based on real process needs.
Conclusion

Across defect-sensitive photolithography systems, ASML’s rigorous cleanliness grading system offers a calibrated scale balancing cleanliness against manufacturability and cost. The specifications, verification methods, and application examples covered in this post clarify the meaning and context of grade 2 and 4 requirements.
Mastering ASML’s quantitative, metrology-driven approach to cleanliness is indispensable for suppliers and partners operating at the forefront of semiconductor manufacturing. As lithography pushes further into the nanoscale world, today’s leading-edge standards will become tomorrow’s baseline. Through preemptive R&D and investment, the industry must be prepared.
While reaching grade 2, in particular, demands extraordinary effort, the payoff is game-changing functionality. ASML’s grading system points the way forward by brilliantly relating cleanliness to actual production needs. Their pioneering standards will light the path as other industries undergo similar transitions.
If you are looking for a proper cleanroom to clean your springs, click here.










